
粉煤灰蒸养砖生产线
粉煤灰蒸养砖生产线是生产蒸压粉煤灰砖的专用设备,生产的粉煤灰蒸养砖是一种经高温蒸气养护而成的承重墙体材料,以粉煤灰为主要原料,加入一定的石灰、石膏以及骨料等,经过坯料制备,压制成型,然后高压蒸汽养护而成。适用于各类民用建筑、公共建筑、和工业厂房的内外墙等。


一、简介
粉煤灰蒸养砖生产线是生产蒸压粉煤灰砖的专用设备,生产的粉煤灰蒸养砖是一种经高温蒸气养护而成的承重墙体材料。粉煤灰蒸养砖以粉煤灰为主要原料,加入一定的石灰、石膏以及骨料等,经过坯料制备,压制成型,然后高压蒸汽养护而成。适用于各类民用建筑、公共建筑、和工业厂房的内外墙等,是替代粘土砖的产品,既保护了环境,又实现了资源的有效利用。
二、生产线设备
粉煤灰蒸养砖生产线设备主要有:搅拌机、消化机、压砖机、轮碾机、蒸压釜等主要设备,及箱式给料机、螺旋输送机、斗式提升机、骨料秤、皮带输送机、养护小车、摆渡车等辅助设备。
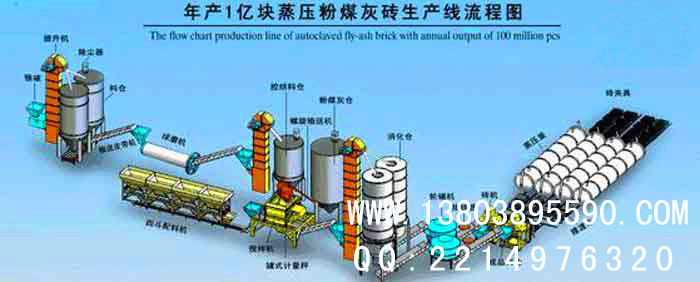
三、生产工艺流程
粉煤灰蒸养砖生产线生产工艺流程:原材料加工制备→配料搅拌→消化仓消解→轮碾充分搅拌→坯料输送至料箱→砖机压制成型→码垛静养→进蒸压釜高压蒸养→出釜堆放
四、工艺简述
1、原材料制备
电厂粉煤灰、脱硫石膏、石灰等由汽车运进厂单独存放在厂内,石膏灰等经过破碎机破碎后再细磨后储存起来备用。
2、配料及搅拌
以科学的配比将原料混合,经搅拌机加水充分搅拌。
3、消化仓消解
将配备搅拌好的原料经过皮带输送机输送至消化仓消解,消化仓为连续式的,仓锥斗内设改流锥,避免棚仓,有利于物料卸料过程中形成整体流,提高了消化效果。
4、坯料由皮带输送机送至料箱
经过消化仓消解过的物料泻出之后用皮带输送机送至轮碾搅拌机再进行充分搅拌,物料经充分压实、均化后可增加物料塑性,从而改善产品的质量。从轮碾卸出的物料再由皮带输送机送至料箱,准备压制工作。
5、压制成型
原料处理完之后,料箱里的物料经过推拉缸的作用在主机模框里来回移动,提高物料的均匀度,由主机高压压制成型,成型后由机械手直接码垛至蒸养小车。
粉煤灰蒸养砖机是国内先进的环保设备,采用四柱结构,噪音低,无污染,是国家倡导的合格产品。是粉煤灰蒸养砖生产线的重要设备,具有技术先进,性能稳定可靠,成品率高,产量大,自动化程度高等优势,是制造环保砖的可靠设备。
5.1 粉煤灰蒸养砖机

5.2 主要技术参数
| 项目/型号 | YMZA-315 | YMZA-500 | YMZA-830 | YMZA-1200 |
| 加压方式 | 双面加压 | |||
| 公称压力 | 3150 | 5000 | 8300 | 12000 |
| 单位压强(KGF/CM2) | 315 | 315 | 315 | 315 |
| 最大填料深度 | 300 | 300 | 300 | 300 |
| 粉煤灰掺量% | 70 | 70 | 70 | 70 |
| 年生产能力(万块标砖) | 1500 | 2500 | 3000 | 6000 |
| 总装机功率 | 30 | 44 | 60 | 110 |
| 排气次数(次) | 可设 | 可设 | 可设 | 可设 |
| 每次出砖数(块标砖) | 10 | 16 | 20 | 36 |
5.3 设备性能特点
1、粉煤灰蒸养砖机液压系统为双泵双回路,采用独特的组合阀块、完成填料、排气、加压及脱模的工作流程;
2、液压系统采用进口比例阀、液控变量泵等元器件,系统压力与流量可以根据实际工况进行无级调节,适应性强,无冲击,效率高,能耗低,发热少;
3、液压泵采用沉入式,阀块高度集成,结构紧凑,外置油路少,系统布置简洁明了,漏油概率大大降低,环境噪声大幅减小;
4、电控系统采用逻辑数字控制器,能对整个生产工艺过程实现闭环控制,轻松实现;
5、更换模具简便、快捷,用时不超过1小时;
6、自动补料小车运用容积式加料方式且配有强制搅拌工具,以保证不料均匀和提高补料效率;
7、更换不同模具可以生产标砖、多孔砖、盲孔砖、护坡砖等砖型。
6、蒸养阶段
压制出的制品直接码垛到蒸养小车上,再经过摆渡车入编组轨道,编组后的蒸养小车经卷扬机牵引至蒸压釜内。在蒸压釜的高温蒸汽养护下,让其坯体中的料发生作用,从而获得移动的强度和各种性能,形成稳定的产品。养护分升温、恒温、降温三个阶段。关闭釜们后,抽真空0.5h,送蒸汽加温2h,恒温8h,降温1.5h即可。出釜后的蒸养小车返回成型阶段等待循环利用。
7、出釜堆放
达到养护要求后的砖坯即可出釜,即为成品。蒸养小车被牵引出釜后,由码砖夹具进行卸载堆放。
铭泽机械粉煤灰蒸养砖生产线设备生产的产品外型整齐,强度大,不易折断,重量轻,保温高等优点,设备先进,全自动控制,年产量高,原料就地取材广,成本低,保护了有限的土地资源,是建筑绿化美好城市的选择。如果您有需要,我公司可提供多种方案供您选择,欢迎前来选购。





